Контроль над качеством и толщиной пленки, своевременное выявление и устранение дефектов — задача эксплуатации и ОТК. Вовремя проведенные работы по налаживания контроля качества, своевременному устранению недостатков производимых полимеров сэкономит деньги, время и сохранит довольных клиентов.

Ниже сведены все возможные причины появления брака и способы их устранения.
Виды дефектов пленки и их устранение
Разберем способы устранения проблем при производстве пленки в зависимости от видов дефектов:
Тусклая пленка, полосы на поверхности
Основные причины:
- Пульсация расплава при проходе через фильеру. Нужно: проверить сетки на входе в головку, повысить давление на выходе из экструдера.
- Преждевременная кристаллизация. Что делать: интенсифицировать водяное (или воздушное) охлаждение пленки.
- На поверхности формующей щели могут появляться зазубрины и шероховатости. Следует: снять фильеру и отполировать метал, при необходимости заменить деталь.
Темная пленка
Дефект вызван термическим разложением нерасплавленного полимера в одной из зон экструдера. Чтобы исправить ситуацию экструдер разбирают и чистят от нагара. После запуска настраивают (снижают) температуру экструзии.
Прилипающая к пленке пыль
Пыль притягивается из-за избытка статического электричества. Установка заземляется, в гранулят добавляют антистатик.
Разная толщина (продольная или поперечная)
Причины разнотолщинности пленки:
- Геометрический дефект кольцевого (или щелевого) зазора в формирующей головке. Если невозможно отрегулировать зазор с помощью винтов (щелевая экструзия), то головка подлежит замене.
- Пульсация расплава на выходе из головки. Нужно обеспечить одинаковый температурный режим по ширине формующей головки (колебание температур ±2 0С). При плоскощелевой экструзии можно попробовать уменьшить расстояние между фильерой и охлаждающим барабаном или заменить фильтровальные сетки.
- Смещение рукава с оси симметрии экструдера. Откорректировать размер кольцевого зазора головки и температуру по ее зонам.
Дефекты типа «гелики», «рыбий глаз»
Обычно возникает по двум причинам:
- Высокая влажность гранул полиэтилена. Необходима сушка сырья перед подачей в экструдер.
- Неполное проплавление полимера, негомогенность расплава. Нужно наладить температурный режим по всем зонам экструдера. Повысить давление — это способствует хорошему перемешиванию расплава. Прекратить подачу ПНД или ПВД вторичных гранул и отходов в экструдер.
Поперечные морщины
Складки возникают при слишком низкой температуре охлаждающего валка и заниженной линии кристаллизации.Чтобы исправить ситуацию повышают температуру поверхности валка (регулированием охлаждающей воды). Отслеживают линию кристаллизации.
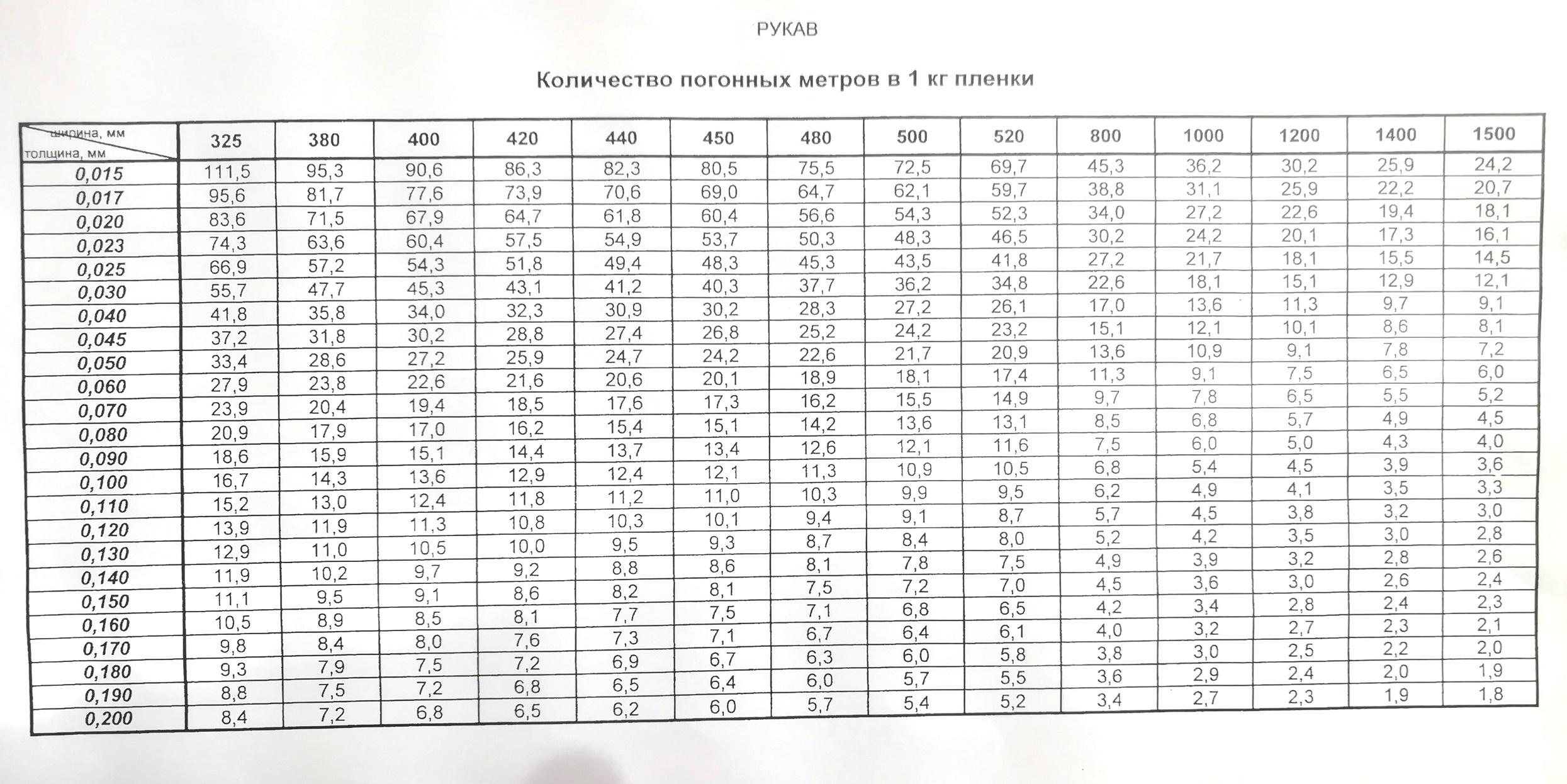
Вовремя выявляйте и устраняйте недостатки произведенной пленки, используйте таблицу для выявления возможных причин.
Задавайте ваши вопросы по теме, мы постараемся на них ответить.



Здравствуйте, столкнулись с проблемой отсутствия сварного шва на полиэтиленовых пакетах, т.е. визуально он есть, но при его растяжении он расходится. Поднятие температуры на псм и уменьшение скорости проблему не решает. Такое происходит только с желтым красителем
Появились полосы на плёнке, тип ПнД, регулировка температурного режима не помогает, фильеру чистил, фильтр меняли