Соотношение стоимости и потребительских качеств — по этому критерию потребители выбирают вторичную полиэтиленовую плёнку. Пугаться названия не стоит — оно говорит только о том, что изготовлена плёнка из вторичного сырья, т.е. из полиэтилена (ПЭ), сданного на переработку. Как делают материал, где и для чего применяют рассказано в статье.
- Вторичная полиэтиленовая пленка: основные свойства и отличия от первичной
- Где нельзя использовать вторичную полиэтиленовую пленку
- Размеры, толщина, цвет вторичных технических пленок
- Технология производства
- Сырьевые компоненты
- Оборудование
- Способы повысить долговечность технической пленки
- Применение технических полиэтиленовых пленок
Вторичная полиэтиленовая пленка: основные свойства и отличия от первичной
При изготовлении первичной плёнки заводы обязаны соблюдать ГОСТ 10354-82, последняя актуальная редакция которого датируется 2015 годом. Условия и правила производства технической плёнки стандартом не регулируется.
Категории продукции различаются:
- внешним видом;
- качеством;
- назначением;
- ценой (первичка стоит в среднем 110-140 руб/кг, техническая пленка — 70-100 руб/кг).

Первичная продукция производится из химически чистых гранул полиэтилена. Продукция имеет белый цвет или прозрачна. Изделия прочны, стойки к воздействию ультрафиолета, запах полностью отсутствует. Толщина «листа» по всей длине рулона примерно одинакова, отсутствуют вкрапления плохо расплавленного вещества.
Вторичный полиэтилен имеет специфический запах, отличается сероватым или желтоватым оттенком. Материал непрозрачен, в структуре видны не проплавленные фрагменты. Толщина листа в рулоне может варьироваться.
Где нельзя использовать вторичную полиэтиленовую пленку
Сданное в переработку и используемое при производстве вторичной пвд плёнки сырьё не позволяет использовать материал в некоторых отраслях:
- Для упаковки продуктов питания и лекарственных средств — сырьё может быть загрязнено ядовитыми веществами, а сама плёнка иногда имеет запах.
- В укрытии теплиц и парников — производители не добавляют в достаточном количестве компоненты для придания стойкости к ультрафиолету. Вторичная плёнка пвд недостаточно прозрачна.
- При упаковке товаров — неоднородный состав портит внешний вид изделий.
Это основные ограничения на использование полиэтиленовой технической плёнки.
Размеры, толщина, цвет вторичных технических пленок
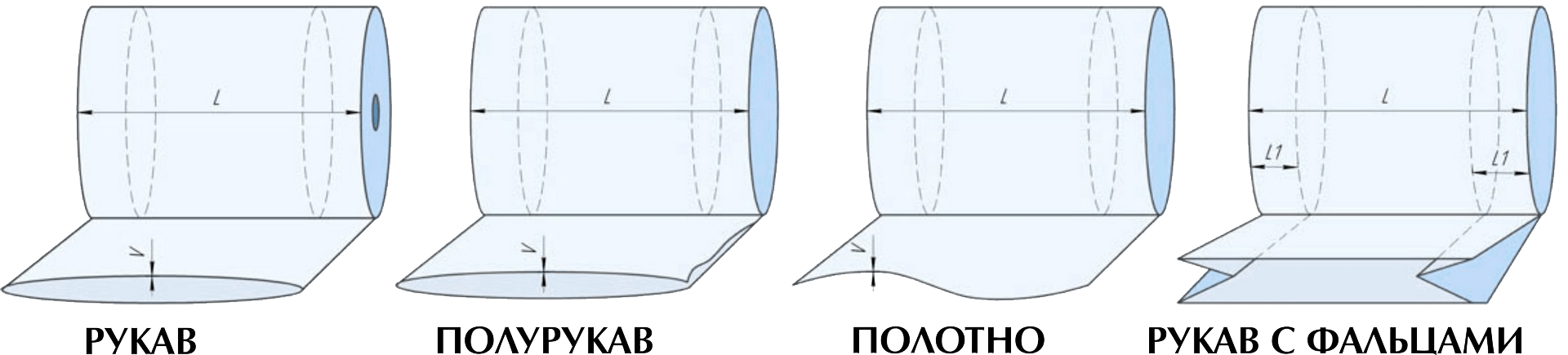
Полиэтиленовая плёнка выпускается в нескольких конфигурациях:
- Полотно — ровный лист без складок и швов.
- Рукав — труба, намотанная на трубку в рулон.
- Полурукав — рукав, разрезанный с одной из сторон.
- Рукав с фальцами — края рукава согнуты по краям.
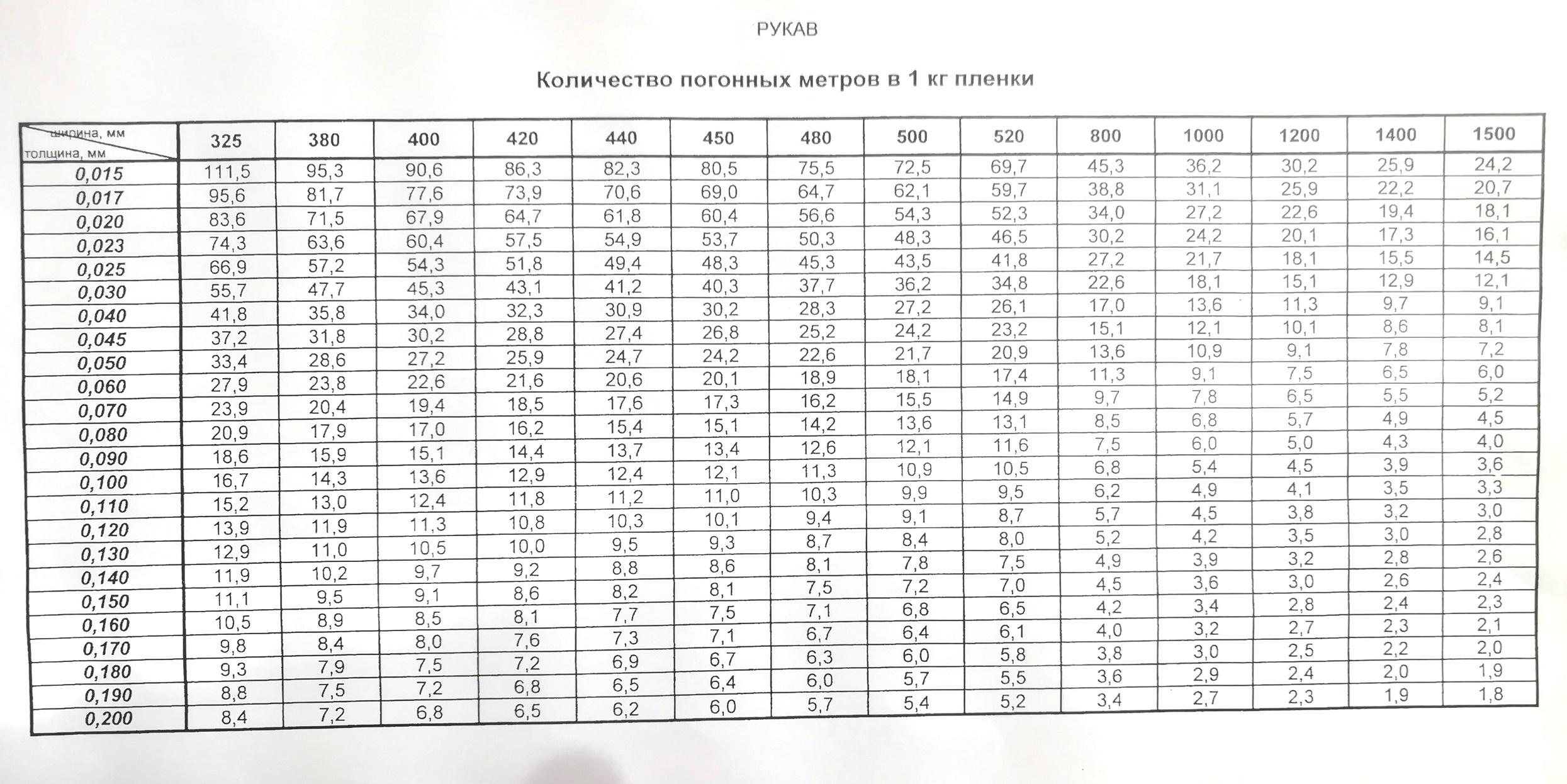
Толщина полотна вторичной полиэтиленовой пленки может составлять от 20 до 200 мкм. Популярными считаются толщины 80, 100, 150 и 200 мкм.
Намотка рулона для поставки промышленности от 50 до 200 метров.
В розничную продажу чаще всего поступают рулоны длиной 100 м с шириной рукава 1,5 метра. В развороте рукав имеет размер 3 метра.
Для разных условий использования покупатель делает выбор между белым, чёрным или жёлтым цветами.
Технология производства
Процесс изготовления технической вторичной плёнки не требует дорогостоящего оборудование и огромных площадей для цехов. Сырьё доступно в любом населённом пункте.
Сырьевые компоненты
Гранулы для производства вторичного полиэтилена изготавливают из первичного материала. В качестве сырья выступают:
- отходы производства;
- групповая полимерная упаковка пищевой продукции — полиэтилен в который упаковывают несколько бутылей минеральной воды, пива, консервов;
- пластиковые ящики из-под фруктов и овощей;
- корпуса приборов бытовой техники.

«Важно! Со свалок и мусорных полигонов полиэтилен для производства вторичной плёнки пвд применять запрещено».
Процесс производства вторичной (технической) полиэтиленовой пленки состоит из следующих этапов:
- До изготовления гранул отходы сортируют по классам и цветам. Вручную убирают бумагу скотч, наклеенные этикетки и ценники.

- Далее материал поступает в моечные машины, где горячей водой с моющими средствами удаляются органические и минеральные загрязнения.
- Чистый полиэтилен подаётся в шредеры — измельчители. Здесь происходит агломерация — спекание кусочков материала.
- Методом расплавления агломерат превращают в гранулы, готовые для повторного экструдирования.
Для многослойных изделий, например, трёхслойной стрейч-упаковки понадобятся дополнительные ингредиенты.
Внешний слой, который будет обращён наружу делают из регранулята полиэтилена высокого давления. Регранулят — вторичное сырьё из отходов, про которое рассказано выше. Допускается добавление полиэтилена низкого давления.
Внутренний слой — сополимеры полиэтилена. Самый доступный по стоимости —сополимер этилена и полипропилена. Его называют пластомер. Иногда встречается «смесь» этилена с октеном или бутиленом, именуемая эластомером.
От состава зависит механическая прочность стрейч-плёнки.
Внешний слой, который обращён внутрь состоит из клеевой основы — полиизобутилена. Для удобства и упрощения технологии выпускают гранулы полиизобутилена, пригодные для работы экструдеров.
Оборудование
Выбор оборудования зависит от назначения продукции. Непосредственно изделие получают в экструдере, в который загружены полиэтиленовые гранулы.
Для каждого слоя нужен отдельный агрегат. Однослойную вторичную плёнку производят на одном аппарате. Для «вторички» лучше подходит плоскощелевая технология экструзии, так как «раздув» затруднён по причине недостаточной эластичности.
Экструдеры, как правило, имеют регулировку для получения технической полиэтиленовой плёнки толщиной до 200 мк.
Комплектация дополнительным оборудованием — шнеками, эстакадами и др. позволяет получать продукцию разной конфигурации в том числе вторичные пвд рукава и двойные рукава.

Для многослойной продукции используют Со-экструдеры, по количеству слоёв. Назначение их такое же, как и у основного агрегата — расплавить гранулы и равномерно подать их на головку плоскощелевую.
Деталь призвана обеспечивать равномерное — без зон перегрева и застоя — распределение массы пвд по будущему полотну. В случае многослойных композиций здесь же происходит их скрепление между собой.
Горячая масса в расплавленном виде подаётся на металлический охлаждающий барабан. При резком остывании масса быстро твердеет.
На последнем этапе полотно наматывают специальные барабаны, проводят резку по нужным размерам.
Способы повысить долговечность технической пленки
Специального повышения долговечности требуют вторичные плёнки, предназначенные для использования на открытом воздухе.
Для повышения устойчивости к ультрафиолету в состав вводят светостабилизаторы. Они позволяют продлить срок использования материала под открытым небом с 60 до 115 – 120 суток, что достаточно, например, для одного сельскохозяйственного сезона или для упаковки и хранения продукции на складе.
Добавление сажи позволяет получать чёрные технические плёнки, устойчивые к ультрафиолету.
«Это интересно! Черные изделия не делают из черной пластмассы, а используют сажу или красители для добавления в светлые гранулы, полученные из отходов».
Введение в состав массы до 30 % гранул полиэтилена низкого давления позволяет увеличить прочность конечного изделия, не сильно уменьшив при этом эластичность.
Применение технических полиэтиленовых пленок
Основное применение вторичная плёнка находит в упаковке товаров, строительстве, сельском хозяйстве.
Производители продуктов питания применяют вторичные пвд рукава для мульчирования почвы, прогрева земли после зимних холодов, укрытия растений на первых этапах роста, когда большая светопропускная способность ещё не требуется.
Трубки капельного полива также изготавливают из «вторички».
Низкая цена привлекает строителей. Рукавами технической плёнки:
- устраивают гидроизоляцию перекрытий и фундаментов;
- укрывают инструмент и технику;
- защищают поверхности при отделочных работах от пыли, грязи, краски…;
- перфорированными мембранами обустраивают пароизоляцию.
Мешки для мусора и фасовки бытовой химии также изготавливают из вторичного ПВД.
Выбирая вторичную (техническую) плёнку необходимо ориентироваться главным образом на условия использования и назначение. Учёт размеров, толщины, технических характеристик и качеств материала помогут сделать правильный выбор.


доброго времени суток. хорошую инфо получил спасибо.можете мне посоветовать,есть ли на производстве такие рукава диаметром 100. могу ли я через этот рукав пропустить 100 градусов воздушного тепла. видел на ю тюбе сергей зубцов из краснодара соединил такой рукав к отопительной печи в парнике. это реально? спасибо заранее.